
精密加工服务中心
提供CNC加工、铣削、磨削、线切割、水路加工、热处理、深孔钻等全套精密加工服务
60+
加工设备
0.005mm
加工精度
25+
技术团队
1500+
服务项目
一站式精密加工解决方案
苏州京兴锦模具技术有限公司提供一站式精密加工解决方案,涵盖CNC加工、铣削加工、磨削加工、线切割、电火花、水路加工、热处理、深孔钻等全套加工服务。我们拥有20余年模具行业经验,为模具制造、机械加工、自动化设备等领域提供专业的加工服务。
公司配备先进的加工设备和专业的技术团队,具备从图纸设计、工艺规划、加工制造到检测交付的全流程服务能力。我们严格按照ISO9001质量管理体系执行,确保每个加工环节的质量可控。
设备先进
配备CNC加工中心、精密磨床、线切割、电火花、深孔钻等先进设备,满足高精度加工需求
技术精湛
20余年经验的技术团队,精通模具结构、加工工艺、热处理技术,能够解决复杂加工难题
质量可靠
严格的质量控制体系,配备三坐标测量仪、投影仪、硬度计等检测设备,确保加工精度
交期准时
科学的排产计划,高效的内部协同,确保项目按时交付,不延误客户生产
设备配置
- 三轴/四轴/五轴CNC加工中心
- 行程范围:600×400×500mm至2000×1000×800mm
- 主轴转速:8000-24000rpm
- 定位精度:±0.005mm
- 重复定位精度:±0.003mm
加工能力
- 复杂曲面、三维轮廓加工
- 深孔加工、精密钻孔
- 螺纹加工、攻丝
- 模具型腔、型芯加工
- 精密零件、治具加工
加工材料
- 模具钢:P20、718、S136、H13等
- 铝合金:6061、7075、5052等
- 铜合金:H62、H65、磷青铜等
- 不锈钢:304、316、420等
- 工程塑料:POM、尼龙、电木等
精度标准
- 常规精度:±0.02mm
- 精密加工:±0.01mm
- 高精度加工:±0.005mm
- 表面粗糙度:Ra0.8-3.2
- 形位公差:按图纸要求
设备配置
- 立式/卧式铣床
- 数控铣床、万能铣床
- 工作台尺寸:400×800mm至800×2000mm
- 主轴功率:3-7.5KW
- 数控系统:FANUC、SIEMENS
加工能力
- 平面铣削、端面铣削
- 台阶、沟槽加工
- T型槽、燕尾槽加工
- 齿轮、花键加工
- 分度头分度加工
工艺特点
- 适用于中小批量零件加工
- 平面度、平行度控制好
- 表面质量均匀一致
- 加工效率高,成本较低
- 适用于模具零件粗加工
精度标准
- 常规精度:±0.05mm
- 精密铣削:±0.02mm
- 表面粗糙度:Ra1.6-6.3
- 平面度:0.02-0.1mm
- 平行度:0.02-0.1mm
设备配置
- 平面磨床、外圆磨床、内圆磨床
- 数控磨床、万能工具磨床
- 工作台尺寸:300×600mm至600×2000mm
- 磨削精度:0.001-0.005mm
- 砂轮转速:1400-2800rpm
加工能力
- 平面精密磨削
- 外圆、内孔精密磨削
- 成型磨削、曲面磨削
- 工具磨削、刀具修磨
- 无心磨削、端面磨削
工艺优势
- 可获得极高的尺寸精度
- 表面粗糙度可达Ra0.1以下
- 加工硬化层薄,工件变形小
- 适用于淬火后硬材料加工
- 可加工高硬度材料
精度标准
- 尺寸精度:±0.002-0.01mm
- 表面粗糙度:Ra0.1-0.8
- 平面度:0.002-0.01mm
- 平行度:0.002-0.01mm
- 圆柱度:0.002-0.01mm
设备配置
- 快走丝/中走丝/慢走丝线切割机
- 工作台行程:300×400mm至600×800mm
- 最大切割厚度:300-500mm
- 最大切割锥度:±15°-±30°
- 加工精度:0.005-0.02mm
加工能力
- 复杂形状模具零件加工
- 精密冲模、级进模加工
- 样板、量规加工
- 微细孔、窄缝加工
- 硬质合金、淬火钢加工
工艺特点
- 不受材料硬度限制
- 加工过程中无切削力
- 可加工复杂形状零件
- 加工精度高,表面质量好
- 适合小批量、多品种生产
精度标准
- 快走丝:±0.015-0.02mm
- 中走丝:±0.005-0.01mm
- 慢走丝:±0.002-0.005mm
- 表面粗糙度:Ra0.8-2.5
- 直线度:0.005-0.02mm
设备配置
- 镜面电火花、数控电火花
- 工作台尺寸:400×600mm至800×1200mm
- 最大加工电流:50-200A
- 最大加工深度:300-600mm
- 最小电极损耗:<0.1%
加工能力
- 模具型腔、型孔加工
- 深槽、窄缝加工
- 螺纹孔、异形孔加工
- 硬质合金模具加工
- 精密小孔、微细孔加工
工艺优势
- 可加工任何导电材料
- 不受材料硬度、强度限制
- 可加工复杂形状型腔
- 可获得镜面加工效果
- 加工过程无宏观切削力
精度标准
- 常规加工:±0.01-0.02mm
- 精密加工:±0.005-0.01mm
- 镜面加工:Ra0.1-0.4
- 电极损耗:0.1-1%
- 加工速度:50-500mm³/min
设备配置
- 专用水路加工中心、深孔钻床
- 工作台尺寸:600×800mm至1200×1500mm
- 最大加工深度:300-800mm
- 钻孔直径:Φ3-Φ20mm
- 冷却系统:高压水冷/油冷
加工能力
- 模具冷却水路钻孔加工
- 交叉孔、斜孔水路加工
- 密封槽、O型圈槽加工
- 水路接头孔、堵头孔加工
- 异形水路、随形水路加工
工艺特点
- 专用刀具确保水路光滑
- 高压冷却防止钻头烧损
- 交叉孔精确对接技术
- 密封结构防漏水设计
- 适用于高导热模具
精度标准
- 孔径精度:±0.05mm
- 孔深精度:±0.1mm
- 位置度:±0.05mm
- 垂直度:0.05/100mm
- 表面粗糙度:Ra3.2-6.3
设备配置
- 真空淬火炉、箱式炉、井式炉
- 回火炉、氮化炉、渗碳炉
- 工作尺寸:300×300×300mm至800×600×500mm
- 最高温度:1300℃
- 控温精度:±3℃
处理工艺
- 淬火处理:提高硬度和强度
- 回火处理:消除应力、提高韧性
- 退火处理:软化材料、改善加工性
- 氮化处理:提高表面硬度和耐磨性
- 渗碳处理:提高表面硬度和耐磨性
工艺优势
- 真空热处理防止氧化脱碳
- 精确控温确保热处理质量
- 专业工艺解决变形问题
- 适用于各类模具钢材料
- 提高模具使用寿命2-3倍
质量标准
- 硬度均匀性:±1-2HRC
- 变形控制:≤0.1-0.3mm
- 表面质量:无氧化、无脱碳
- 金相组织:符合标准要求
- 处理深度:按工艺要求
设备配置
- 深孔钻床、枪钻机床
- 工作台尺寸:600×800mm至1200×1500mm
- 最大加工深度:300-1500mm
- 钻孔直径:Φ2-Φ30mm
- 深度直径比:最大100:1
加工能力
- 高深度直径比孔加工
- 模具冷却水路深孔加工
- 油路孔、气路孔加工
- 液压阀体深孔加工
- 精密仪器深孔加工
工艺特点
- 枪钻技术确保孔直线度
- 高压内冷排屑技术
- 适用于高硬度材料加工
- 孔壁光滑,无需后续加工
- 加工效率高,精度稳定
精度标准
- 孔径精度:±0.01-0.02mm
- 直线度:0.1-0.3/1000mm
- 圆度:0.01-0.02mm
- 表面粗糙度:Ra0.8-1.6
- 位置度:±0.05mm
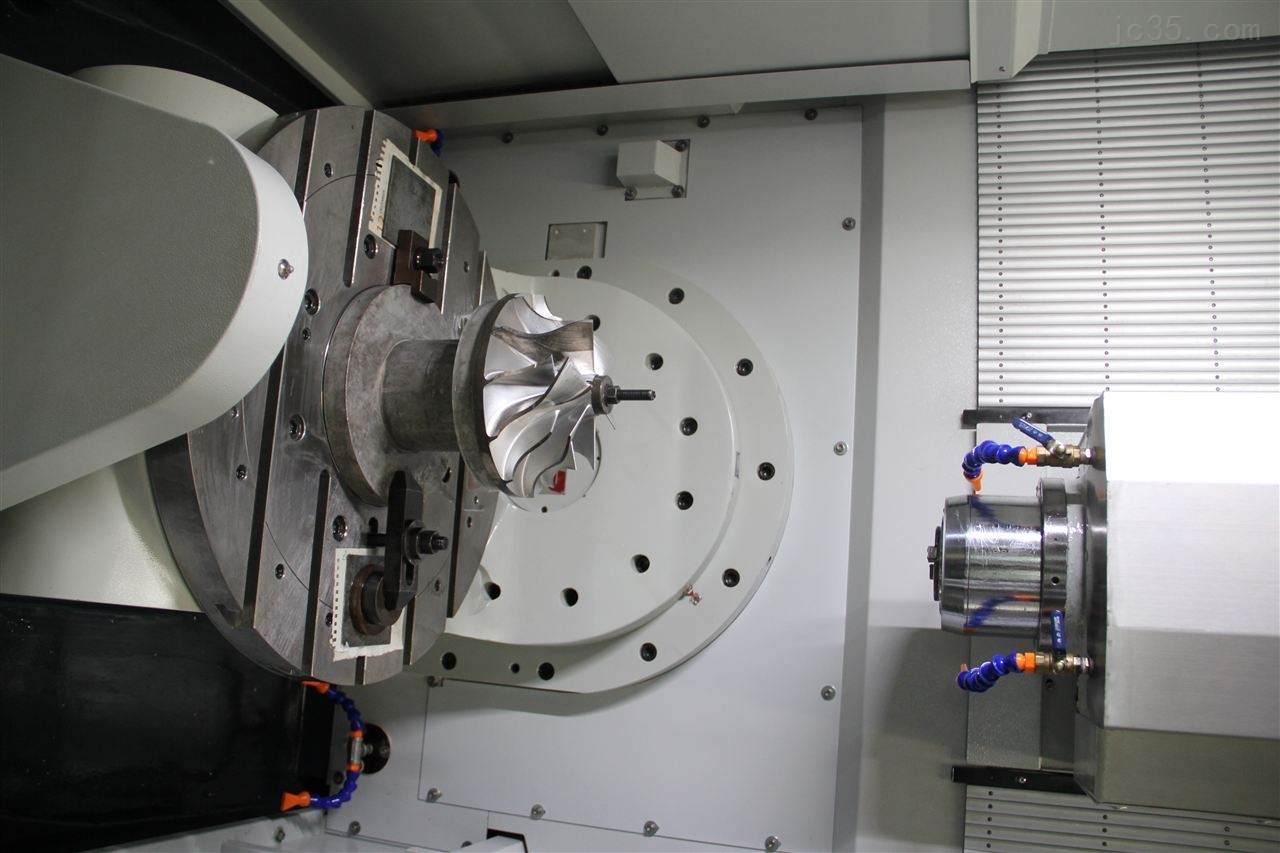
五轴CNC加工中心
配备FANUC系统,行程1200×600×500mm,适用于复杂模具零件加工
精度±0.005mm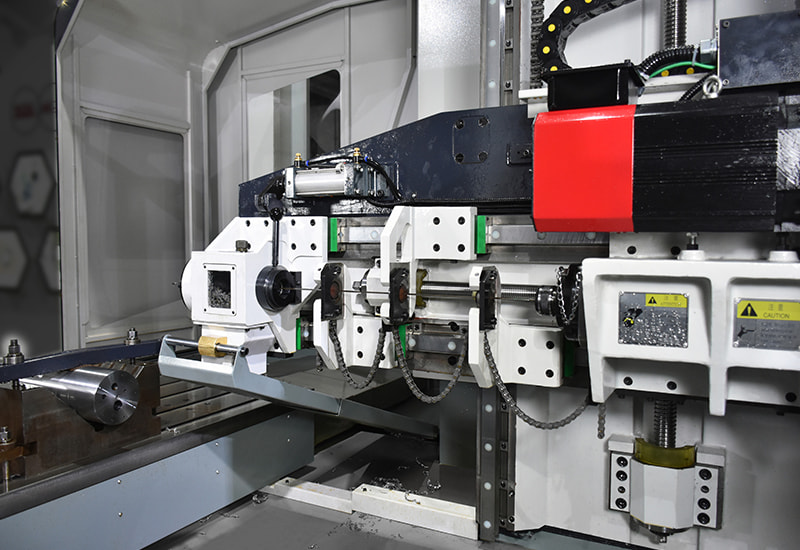
深孔钻床
最大加工深度1500mm,钻孔直径Φ2-Φ30mm,适用于模具冷却水路加工
深度直径比100:1
真空淬火炉
最高温度1300℃,工作尺寸800×600×500mm,防止氧化脱碳
控温精度±3℃加工服务流程
需求沟通
确认图纸、材料、技术要求
工艺评审
制定加工方案、工艺路线
编程准备
CAM编程、刀具路径规划
加工制造
按工艺要求进行加工
质量检测
三坐标、投影仪检测
交付服务
包装、发货、售后服务
完善的质量控制体系
来料检验
所有原材料入厂前进行化学成分、力学性能检测,确保材料质量符合要求。
过程控制
加工过程中进行首件检验、巡回检验,关键工序设置质量控制点。
最终检验
成品出厂前进行全尺寸检测,配备三坐标、投影仪等精密检测设备。
追溯体系
建立完善的质量追溯体系,每批产品都有完整的质量记录文件。
微信联系
材料客服
13788958606

模架客服
13057679923

QQ联系
材料客服
773568568
模架客服
1276194177

电话联系
材料 宋智龙
模架 宋智星